In order to reduce the occurrence of common problems such as deformation and cracks in slag pots, Tenfaye optimizes design scientifically and controls the smelting equipment and production process strictly.
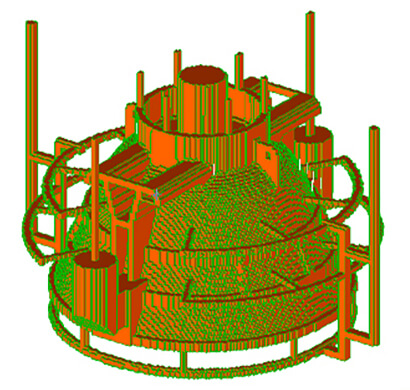
1. Finite element and ANSYS are used to analyze the thermal strength of the slag pot and improve its structure to extend the life of the slag pot. The "Huazhu CAE" casting simulation software simulates the solidification process of the slag pot and controls the internal quality

2. Wood molding

3. The electric arc furnace tapping + LF, refining furnace accurately controls the chemical composition, improves inclusions in molten steel and reduces S, P, H, and N contents

4. Pouring, OBLF GS1000 direct-reading spectrometer in front of the furnace, accurately detects the chemical composition of the product

5. Annealing + normalizing: eliminate stress and make the internal structure uniform in order to ensure no deformation or cracks in the later stage

6. Mechanical shot blasting of outer surface + finishing of inner surface, roughness Ra100

7. Ultrasonic flaw detection in the 500mm range of the slag pot trunnion: the flaw detection level reaches: JB/T5000.14-1998 Level 2, and flaw detection of slag pot body reaches level 3

8. The outer surface of the slag pot is coated with silver-gray matte waterproof and heat-resistant paint
(Taking a well-known steel company around the world as an example)
1.The trunnion is the most important position of the pouring ladle. It belongs to the red detection area and no defects are allowed. The trunnion material is: 35CrMo, 40Cr. It follows the Chinese industry standard JB/T6396-2006.
2.The inner working surface, polished smooth and excessive. Perform ASTM A802 LEVEL 3.
3.Heat treatment: normalizing + tempering, issuing heat treatment curve record chart and heat treatment report.
4.Non-destructive testing: UT performs DIN EN 12680, 3-1, level 3 MT performs DIN EN 1369, LM2/SM2/AM2.
5.Provide material chemical composition reports and material mechanical properties reports.
1. Strong technical strength: The domestic advanced "Huazhu CAE" casting simulation software is used to simulate the solidification process of the slag pot, and adjustments are made based on the simulation results to ensure the best process parameters. At the same time, the "Simcast" finite element simulation software developed by "RWTH Aachen" was introduced to verify the casting process parameters.
2. The method of primary refining in electric arc furnace + refining furnace is used to improve the purity of molten steel, reduce harmful inclusions and refine grains, and internally control the chemical composition to ensure uniform and stable performance of castings. Strictly control the content of S and P elements (S≤0.020% P≤0.020%) to minimize the impact of S and P elements on the quality of castings.
3. The trunnion of the slag pot uses a high-heat insulation riser for feeding, with ensuring the internal quality of the necklace part of the trunnion and reducing cracks during the use of slag pot.
4. Natural gas heat treatment kiln is used to make the temperature uniform, ensure the slag pot to fine grain, uniform structure, eliminate casting stress, resist deformation, and further improve the service life.
5. Ultrasonic flaw detection for the 500MM range of the trunnion of the slag pot: the flaw detection level reaches: JB/T5000.14-1998 Level 2, and the flaw detection level of the slag pot body reaches Level 3.
6. Finish the inner surface of the slag pot, according to ASTM A802 LEVEL 3, to prevent the slag from binding and can not be used normally or affect the service life.
Professional engineers provide solutions for free!

Delivery to Mittal Steel, 20m³ slag pots

Delivery to TATA Steel, 16m³ slag pots

Delivery to BaoWu Steel, 16m³ slag pots

Delivery to Posco, 9m³ slag pots

Delivery to Jindal 18m³ Slag pot

Delivery to Gerdau S.A. 24m³ slag pot

Delivery to WISCO 20m³ slag pot

Delivery to Taiwan, China, 17m³ slag pots