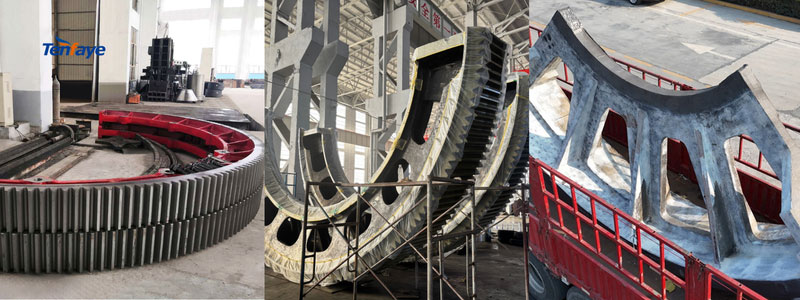
Due to limitations in long-distance logistics and insufficient hoisting space at construction sites, the segmented/partial casting process for
large girth gears has become the preferred solution for heavy equipment worldwide. In large mines and equipment such as rotary kilns, ball mills, and dryers, segmented casting is preferred when the outer diameter of the gear ring is ≥φ4.5m; when the outer diameter is ≥φ8m, almost all use 4-segment or higher segmented casting (such as φ8-15m rotary kiln/ball mill gear rings). This is not only to reduce transportation costs but also to facilitate overall equipment installation and subsequent maintenance.
Tenfaye has successfully produced girth gears for international engineering companies such as Metso, FLSmidth, and ThyssenKrupp for many years. These products have won consistent recognition and praise from customers for their excellent quality.
Here are our solutions to common problems with segmented/partially cast large girth gears:
1. Excessive pitch deviation at the splicing point can lead to low precision, resulting in meshing vibration and noise.
Tenfaye Solution: Splice first, then gear hobbing. Ensure the tooth profile error at the joint is ≤0.03mm.
2. Uneven material distribution across segments can cause excessive localized wear, reducing durability.
Tenfaye Solution: Cast simultaneously in the same furnace. Control hardness deviation within HRC 3 to ensure synchronized wear.
3. Difficulty in balancing cost and delivery time: Segmented large gear rings involve more casting, machining, and splicing processes, resulting in a longer cycle time (30%-50% longer than integral gear rings). Customers worry about the increased machining and splicing costs due to segmented processes, leading to excessively high purchase prices.
Tenfaye Solution: Shorten the delivery cycle with "parallel machining": We have a one-stop, end-to-end workshop from wooden pattern to finished product, with a large cluster of CNC machining centers. By employing multi-stage parallel casting, heat treatment, and simultaneous precision machining, the process of segmented/half-gear rings is strictly controlled to minimize the impact of increased processing steps.
The segmented design can save approximately 30% on ocean freight (standard container vs. frame container) and supports On-site Installation, reducing on-site downtime by over 30%. The savings in freight and time costs are sufficient to cover the increased purchase price due to the increased process.
Transparent Inspection System: For the UT/MT flaw detection requirements of different customers worldwide, we provide flaw detection testing according to your specified standards, including national standards, European standards, American standards, and German standards, and issue inspection reports, making quality data visible.
Tenfaye Large girth gear Segmentation/Segmentation Manufacturing Process Phase 1: Casting and Blank Production
Process Design: For segmented structures, CAE and FDM simulations were used to analyze the flow and cooling shrinkage of the molten metal, focusing on preventing porosity and shrinkage during gear ring casting.
wooden pattern and Molding: High-precision segmented wooden patterns were used to ensure consistent geometric dimensions for each segment. High-strength water glass sand with chromite sand was used for molding to improve the surface finish and dimensional accuracy of the casting.
Melting and Casting: Three samples were taken during the Melting process for chemical analysis to strictly control the consistency of chemical composition and ensure minimal deviations in casting hardness and performance.
Fettling and Cleaning: Sprues and risers, as well as adhering sand, were removed, and a preliminary visual inspection was performed.
Compared to integral casting, segmented casting significantly improves the fluidity of the molten metal by reducing the volume of individual segments. This fundamentally reduces the risk of shrinkage cavities and hot cracks common in large ring-shaped parts, resulting in higher density in single-segment castings.
Phase Two: Heat Treatment (Key to Deformation Control)
Stress-Relief Annealing + Normalizing: Annealing and normalizing are performed before rough machining to eliminate casting stress and prevent deformation during later finishing.
Tempering Treatment: Overall tempering ensures the hardness and toughness of the matrix.
Phase Three: Precision Machining and Assembly
Segmented Rough Machining: Using a large CNC vertical lathe, priority is given to machining the segmented mating surfaces (flange faces).
Pre-Assembly and Drilling:
Core Step: Two or more gear ring segments are pre-assembled on specialized tooling, and the connecting bolt holes are drilled as a whole.
Overall Finish Turning and Gear Hobbing: The outer diameter is finished and gears are hobbed while the rings are assembled.
We employ a 'assemble first, then hob' process, which solves the installation accuracy problem. This method ensures perfect meshing of the teeth at the segmentation points, eliminating vibrations generated during operation. This allows for more flexible On-site Installation than with a single gear ring, significantly reducing customer downtime for maintenance.
Fourth Stage: Inspection and Surface Treatment
Non-destructive Testing: 100%
UT and MT Level 1 or Level 2 flaw detection are performed on key areas such as the tooth area and split surfaces.
Hardness and Dimensional Re-testing: The uniformity of tooth surface hardness is checked, and dimensional tolerances, form and position tolerances, tooth profile tolerances, and surface finish are measured after splicing.
Disassembly, Rust Prevention, and Packaging: The spliced surfaces are marked, and rust-preventive oil is applied after disassembly. Reinforced export wooden crates or steel frames are used for packaging to prevent deformation during long-distance sea transport.
If you require a segmented large gear ring, please contact us.