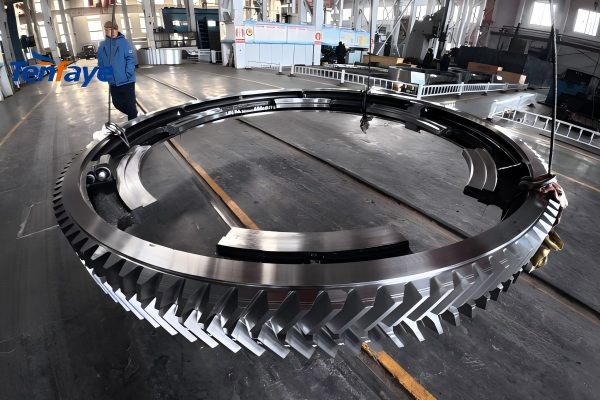
Herringbone Girth Gears, as critical components for mining ball mills, large-scale reducers, and heavy-duty drive systems, are engineered to handle extreme torque with smooth transmission and zero axial thrust. This unique dual-helical symmetric structure eliminates axial forces while significantly boosting load capacity. However, the absence of an undercut (or a minimal relief groove) at the apex places immense demands on both large steel casting and precision machining.
With 20 years of expertise in heavy industrial manufacturing, Tenfaye (Huixian Tengfei) provides a specialized, end-to-end solution for custom large-scale herringbone gears.
Overcoming Technical Barriers in Herringbone Gear Production
1. Zero-Defect Apex Integrity (V-Shaped Intersection)
The intersection of the "V" profile is prone to internal shrinkage or porosity, which often remains hidden during roughing only to cause catastrophic failure during final machining.
Tenfaye’s Solution: We utilize CAE casting simulation software to perform thermal field analysis before mold creation, accurately locating potential hot spots. By implementing directional solidification—using customized external chills in the "V" zone and insulated risers—we force shrinkage risks into the risers, ensuring a solid gear heart.
2. Structural Stability: Preventing Distortion & Cracking
The complex geometry and uneven wall thickness of large Girth Gears create unbalanced internal stresses during cooling, which can lead to dimensional deviations or stress fractures during gear hobbing.
Tenfaye’s Solution: We enforce a strict controlled cooling protocol, allowing the casting to equalize and cool slowly within the sand mold to suppress thermal cracks at the source. Following this, a computerized Normalizing + Tempering cycle is executed, complemented by aging treatment after rough machining. This ensures over 95% residual stress relief, guaranteeing permanent dimensional stability.
3. Surface Perfection for High-Torque Performance
Any surface inclusion or gas pore on the tooth face can trigger tooth breakage under heavy loads.
Tenfaye’s Solution: We utilize chromite sand for the critical tooth sections, leveraging its high refractoriness and thermal conductivity to eliminate sand burning and inclusions. Our molten steel is processed via EAF (Electric Arc Furnace) + LF (Ladle Refining) for deep deoxidation and desulfurization, ensuring high-purity metal.
Quality Assurance: Every gear undergoes 100% NDT (Non-Destructive Testing), including MT (Magnetic Particle) and UT (Ultrasonic) inspections, backed by traceable third-party reports.
Tenfaye : extra large casting & machining capacities.
Tenfaye combine pattern making, large-scale casting, heat treatment, machining and inspection on a single industrial footprint, allowing us to manage complete projects entirely in-house. From oversized structural parts to highly constrained critical components, our teams are able to manufacture, machine and control projects that require both industrial power and technical precision.
If you are facing manufacturing challenges with large herringbone gear rings, we welcome you to discuss them with us.